








History of Glassfibre Reinforced Concrete (GRC)
Glassfibre reinforced concrete (GRC) was first developed in the early 1960s in the United Kingdom. Initial research was undertaken by the Building Research Establishment (BRE), where investigations focused on reinforcing cementitious matrices with glass fibers in order to overcome the inherently low tensile strength of conventional concrete.
From The FAÇADE issue #34, the official publication of Hong Kong Façade Association. Text: Amir Naderi Images: Rickard Engineering

Figure 1. Crédit Lyonnais Building in London, constructed in the early 1960s.
The technology was subsequently developed and commercialised by Pilkington Brothers Ltd, based in St Helens, Lancashire. GRC comprises a composite blend of cement, fine sand, water, plasticisers, polymers and varying proportions of alkali‑resistant (AR) glass fibres, specifically engineered to improve tensile and flexural behaviour.
During the mid to late 1960s, a critical breakthrough occurred with the development of alkali‑resistant glass fibres capable of withstanding the highly alkaline environment of Portland cement. This advancement resolved the durability limitations of earlier glass fibres and enabled GRC to be adopted as a reliable construction material.
By the late 1960s and early 1970s, GRC entered commercial use, primarily as architectural façade panels and cladding elements, initially within the United Kingdom and subsequently across Europe and North America. One of the earliest landmark projects incorporating GRC that remains in service today is the Crédit Lyonnais Building in London, constructed in the early 1960s.
Spray GRC
Spray GRC is produced using a specialist spray gun fitted with two independent nozzles. One nozzle delivers chopped AR glass fibres, while the second projects a cementitious slurry. The material is sprayed into moulds and subsequently rolled and compacted to ensure full fibre impregnation and to achieve a dense, homogeneous composite matrix. Spray GRC typically contains a glass fibre content of approximately 5% by weight and offers superior mechanical performance compared with premix systems.
Premix GRC
Premix GRC incorporates a lower glass fibre content, typically around 3% by weight. All constituents are mixed together prior to casting, after which the material is poured into moulds. Mechanical vibration is applied to remove entrapped air and achieve adequate compaction.
In recent years, Powersprays Ltd has developed an advanced self‑levelling premix GRC formulation. This system provides improved strength and consistency relative to earlier premix products and requires little to no vibration during manufacture, delivering enhanced surface quality and production efficiency.

Sandwich GRC panels
Long‑Term Strength Assumptions and Design Principles

Free form GRC
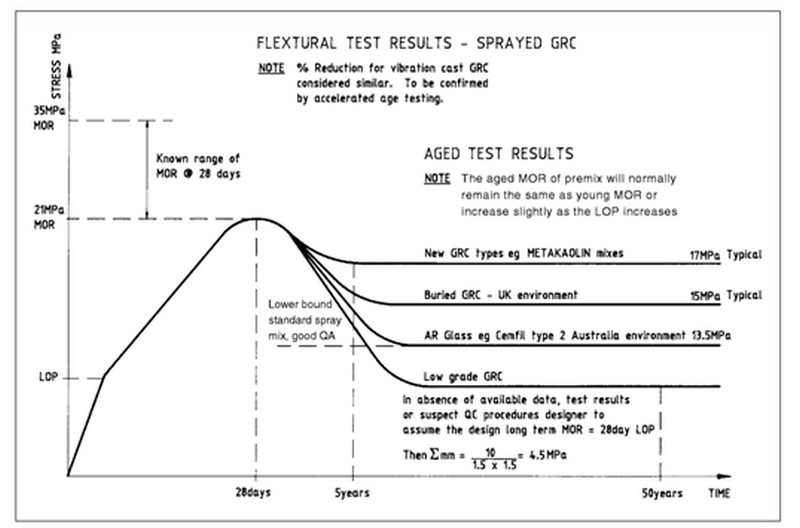
Pilkington Brothers conducted an extensive research and development programme, including laboratory testing and long‑term exposure trials across a range of climatic environments worldwide. This work identified that time‑dependent creep of glass fibres within the cementitious matrix leads to a gradual reduction in flexural strength over the service life of GRC.
As part of this research, the mechanical parameters of LOP (Limit of Proportionality) and MOR (Modulus of Rupture) were established. For spray‑applied GRC, the characteristic 28‑day MOR was determined to be approximately 21 N/mm².
To allow for long‑term strength degradation, Pilkington Brothers recommended a working design stress of 6 N/mm². This design value incorporates a factor of safety of 2.0 for long-term strength loss, combined with an overall factor of safety of 1.75, resulting in a conservative and durable structural design basis.
For premix GRC, characteristic MOR values are typically in the range of 10–12 N/mm². The same proportional methodology for establishing allowable working design stresses is applied, ensuring equivalent allowances for creep, durability and safety.
This design philosophy, based on measured MOR, long‑term strength reduction and conservative working stresses, remains the foundation of contemporary GRC design practice. It is reflected in current standards and guidance published by the Precast/Prestressed Concrete Institute (PCI) and the International Glassfibre Reinforced Concrete Association (GRCA).

Steel framed panels

Rib-stiffened panels
Forms and Applications of GRC Elements
Common GRC panel configurations include:
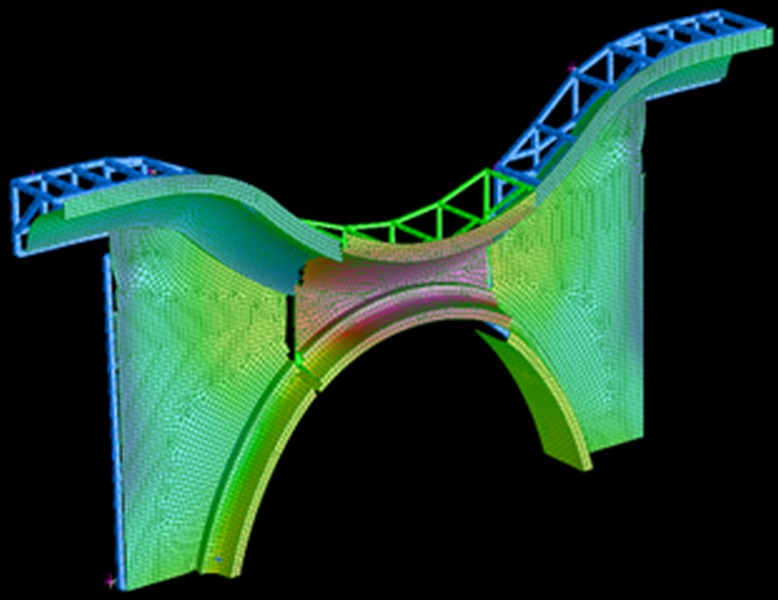
- Steel‑framed or rib‑stiffened panels, generally detailed with concealed fixings to achieve clean architectural finishes.
- Composite panels incorporating tiles, stone, or brick slips bonded to the GRC substrate.
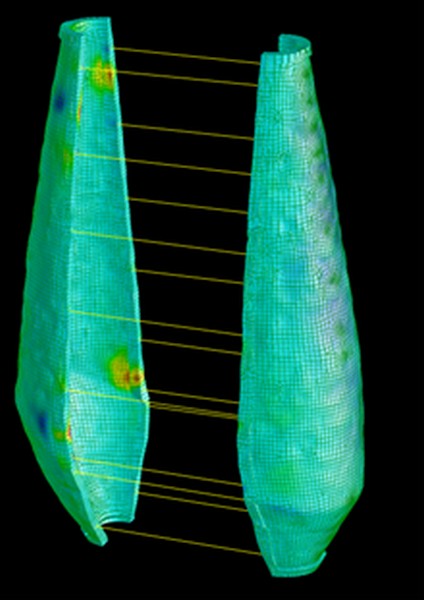
- Sandwich GRC panels, manufactured in two halves and bonded together, are particularly suitable where both faces remain exposed.
- Face‑fixed GRC panels, generally discouraged unless fixing design carefully accounts for shrinkage and stress concentrations at fixing points.
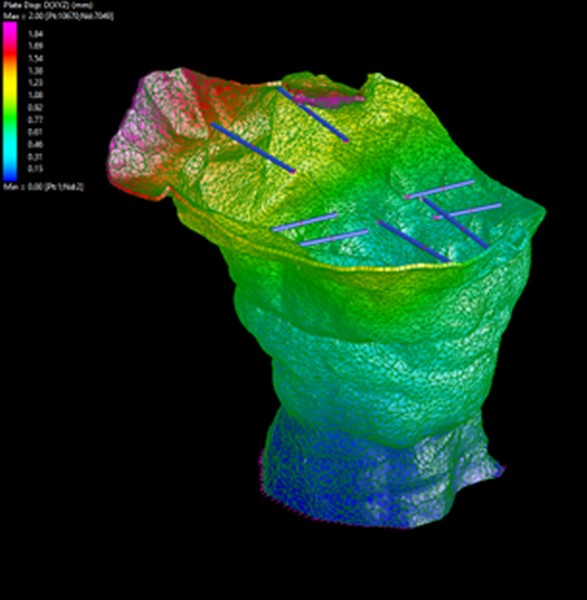
- Free‑form GRC, including on‑site sprayed applications, such as the Merlion sculpture in Singapore and the Ram sculpture in Australia, both designed by Rickard Engineering.
- Robotic‑sprayed GRC, where CNC‑machined foam formwork is sprayed by robotic arms to produce complex, high‑precision architectural forms with millimetre accuracy.
GRC as a Quasi‑Structural Material
GRC is classified as a quasi‑structural material, meaning it should not be relied upon in applications involving direct human safety. Its primary use is as cladding, façade panels and permanent formwork, subject to carefully controlled stress levels and the understanding that formwork applications are typically encased in structural concrete.
Designers must be particularly cautious where maintenance systems involving abseiling or rope access are proposed. GRC is a brittle material and it is not appropriate to subject panels to high point loads from safety cables or human impact. GRC should not be confused with reinforced concrete and such loading scenarios represent poor design practice.
Manufacturing, Quality Assurance and Strength Development
The manufacture of GRC is as critical as its structural design. Numerous failures have occurred where structurally sound designs were compromised by inadequate workmanship, poor production control, or insufficient quality assurance procedures.
A tensometer is an essential testing instrument for measuring LOP and MOR and no GRC product should be certified without documented evidence of batch control and strength testing. Precise control of glass fibre percentage, cement content, sand grading, water ratio and admixtures is fundamental to reliable performance.
Key manufacturing considerations include:
- Use of appropriate polymeric admixtures to support curing and durability
- Care in demoulding, handling, transportation and site installation
- Adequate surface sealing to minimise colour variation and moisture ingress
- Rigorous mix control, testing and traceability throughout production
Ultimately, all GRC design begins with verified LOP/MOR values, supported by robust manufacturing QA systems.
A division of RH Consulting Holdings Pty Ltd